




.png)

Flame Retardant Mechanism: A Comprehensive Guide

Table of Contents
- The Combustion Process
- Gas-Phase Flame Retardant Mechanisms
- Key Considerations for Flame Retardant Design
- MDH vs. ATH Comparison in Flame Retardant Effects
- Conclusion
- About KMT Industrial
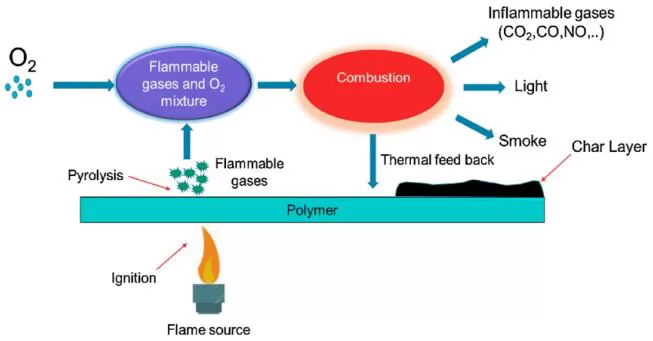
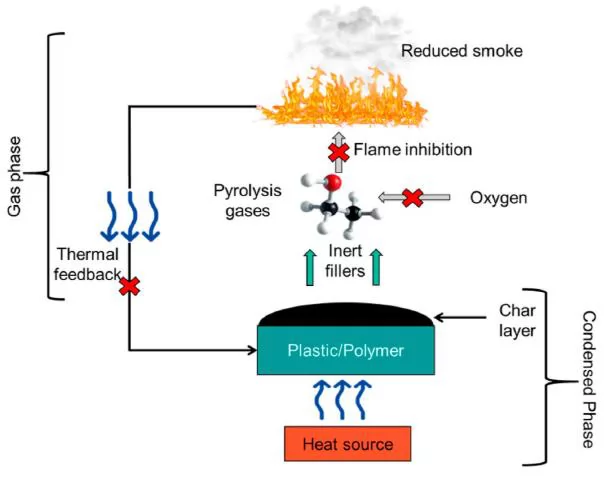
The Combustion Process
Combustion is a self-sustaining chemical reaction involving three key elements: fuel, oxygen, and heat (the fire triangle). When a material is heated, it undergoes thermal decomposition, releasing combustible gases (fuel). These gases ignite in the presence of sufficient oxygen and an ignition source, producing heat that further drives decomposition, perpetuating the combustion cycle.
Flame retardant technologies disrupt this cycle by targeting one or more of these elements. Flame retardancy can occur in the gas phase, condensed phase, or both, employing strategies such as quenching free radicals, diluting combustible gases, removing heat, isolating oxygen, or extinguishing flames via physical effects.
This article focuses on the gas-phase flame retardant mechanism, which plays a crucial role in interrupting combustion by acting in the vapor phase where flames propagate.
Gas-Phase Flame Retardant Mechanisms
Gas-phase flame retardants interfere with the combustion process in the vapor phase through several mechanisms, including quenching effect, dilution effect, heat removal, oxygen isolation, and blowing-out effect. Below, we explore each mechanism in detail, supported by examples and scientific insights.
1. Quenching Effect
Mechanism: Combustion of polymer materials involves a chain reaction driven by free radicals (e.g., H·, OH·, R·). Gas-phase flame retardants release compounds that capture these reactive radicals, interrupting the chain reaction and slowing or stopping combustion. This phenomenon is known as the quenching effect.
How It Works:
- During combustion, flame retardants decompose to produce radical-scavenging species, such as phosphorus-containing radicals (e.g., PO·, PO2·) or bromine radicals (Br·).
- These species react with combustion radicals, neutralizing them and breaking the chain reaction.
Examples:
- Brominated Flame Retardants: When heated, brominated compounds release bromine radicals (Br·) that trap free radicals, halting combustion.
- Phosphorus-Based Flame Retardants: Compounds like aluminum diethylhypophosphite or 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) decompose to produce phosphorus radicals (e.g., PO·, PO2·), which capture H·, OH·, and R·, enhancing flame retardancy and self-extinguishing properties.
- TGD (Phosphaphenanthrene-Derived Flame Retardant): TGD decomposes into phosphorus-containing fragments (e.g., PO·, m/z = 47; PO2·, m/z = 63) and other radical species (e.g., phenoxy radical, m/z = 93). These fragments quench active radicals, suppressing combustion.
Applications: The quenching effect is widely used in flame-retardant polymers, such as epoxy resins and polyurethanes, to achieve high fire resistance.

2. Dilution Effect
Mechanism: The dilution effect reduces the concentration of combustible gases and oxygen in the combustion zone, making ignition more difficult and slowing the burning process.
How It Works:
- Flame retardants decompose to release non-combustible gases (e.g., NH3, N2, H2O vapor), which dilute the flammable gas mixture and lower oxygen levels.
- This reduces the likelihood of sustained combustion and weakens flame intensity.
Examples:
- Ammonium Polyphosphate (APP): APP decomposes to produce ammonia (NH3) and water vapor, diluting combustible gases and oxygen in the combustion zone.
- Zinc Borate, Melamine, and Melamine Cyanurate: These compounds release inert gases like N2 and H2O vapor when heated, further diluting the flammable environment.
Applications: The dilution effect is effective in materials like textiles, coatings, and plastics, where reducing flame spread is critical.

3. Heat Removal
Mechanism: Heat removal involves absorbing or dissipating heat from the combustion zone, lowering the temperature below the threshold required for sustained thermal decomposition and gas release.
How It Works:
- Flame retardants undergo endothermic reactions or release water vapor, which absorbs heat and cools the system.
- Some retardants promote polymer melting, allowing molten droplets to carry heat away from the combustion zone.
Examples:
- Inorganic Flame Retardants: Magnesium hydroxide (Mg(OH)2) and aluminum hydroxide (Al(OH)3) decompose endothermically, releasing water vapor that cools the material and delays ignition.
- Chlorinated Paraffin with Antimony Oxide: These systems promote polymer melting, allowing molten droplets to remove heat. However, this can pose risks if the droplets ignite secondary fires.
- Firefighting Analogy: Water sprayed by firefighters evaporates, absorbing significant heat and reducing fire intensity.
| Flame Retardant | Main Mechanism | Typical Polymer |
|---|---|---|
| ATH | Heat Removal | PVC |
| MDH | Heat Removal + Smoke Suppression | EVA / XLPE |
| APP | Char Formation | PP |
| DOPO | Radical Quenching | Epoxy |
| Brominated FR | Gas Phase Quenching | HIPS |
Applications: Heat removal is critical in applications like cables, construction materials, and firefighting, where temperature control is essential.

4. Oxygen Isolation
Mechanism: Oxygen isolation involves creating a barrier of dense, non-combustible gases that blankets the material, preventing oxygen from reaching the combustible gases or polymer surface.
How It Works:
- Flame retardants release heavy gases that settle over the material, forming a protective layer that blocks oxygen access.
- This starves the combustion reaction of oxygen, slowing or stopping the fire.
Examples:
- Brominated Flame Retardants with Antimony Trioxide: This combination produces antimony tribromide (SbBr3), a dense gas that coats the material and isolates oxygen.
- Phosphorus-Based Systems: Some phosphorus compounds release gases that contribute to oxygen displacement in the gas phase.
Applications: Oxygen isolation is effective in densely packed materials, such as foams and composites, where oxygen access must be minimized.

5. Blowing-Out Effect
Mechanism: The blowing-out effect is a dynamic process where gas-phase products from flame retardant decomposition form internal bubbles within the material. These bubbles burst, releasing flame-retardant gases at high velocity, physically extinguishing the flame.
How It Works:
- Flame retardants decompose to produce gases that accumulate in bubbles within the molten polymer matrix.
- When the bubble pressure exceeds the strength of the surrounding carbon layer, the gases are ejected rapidly, disrupting the flame.
Examples:
- Phosphorus-Containing Epoxy Systems: Flame retardants like DO-PO-octa-phenyl cage-like oligomeric silsesquioxane (OPS) in epoxy resins, combined with curing agents like 4,4-diaminodiphenylsulfone (DDS), create a carbon layer during combustion. Internal bubbles form as the matrix decomposes, and their rapid release extinguishes flames.
- Research Insight: This mechanism, proposed by Yang Rongjie and Zhang Wenchao, is particularly effective in flame-retardant epoxy systems, where the structure of the flame retardant and curing agent influences bubble formation and gas release.
Applications: The blowing-out effect is primarily used in advanced epoxy-based composites for electronics and aerospace, where rapid flame suppression is critical.

Key Considerations for Flame Retardant Design
To maximize the effectiveness of gas-phase flame retardants, consider the following:
- Material Compatibility: Ensure the flame retardant is compatible with the polymer matrix to avoid compromising mechanical properties.
- Environmental Impact: Select flame retardants with low toxicity and minimal environmental persistence, such as phosphorus-based alternatives to halogenated compounds.
- Synergistic Systems: Combine gas-phase and condensed-phase mechanisms (e.g., intumescent systems) for enhanced flame retardancy.
- Regulatory Compliance: Adhere to global fire safety standards, such as UL 94, and environmental regulations like REACH or RoHS.
MDH vs. ATH Comparison in Flame Retardant Effects
To provide a focused comparison between Magnesium Hydroxide (MDH) and Aluminum Hydroxide (ATH) across the three key flame retardant mechanisms—Dilution Effect, Heat Removal, and Oxygen Isolation—this section integrates data from the provided document (MDH ATH对比(1).docx). The document highlights MDH's advantages in char formation, decomposition temperature, energy absorption, smoke reduction, and processing ease. Both MDH and ATH are hydrated metal hydroxides that decompose endothermically to release water vapor (H₂O), contributing to all three effects, but MDH generally exhibits higher efficiency due to its chemical properties (e.g., divalent Mg²⁺ ions promoting polymer aromatization and graphitic char yield, unlike trivalent Al³⁺ ions in ATH). This leads to better performance in UL burning tests, high-temperature applications, and reduced smoke. MDH particles are also softer, causing less abrasion during compounding, which benefits machinery longevity (document point 5). Below is a detailed comparison per mechanism, incorporating quantitative differences from the document (e.g., decomposition temperatures, dissociation energies, and thermal capacities).
Dilution Effect: MDH vs. ATH
In the dilution effect, both MDH and ATH release non-combustible water vapor to dilute combustible gases and oxygen, reducing flame intensity. However, MDH decomposes at a higher temperature (340°C vs. ATH's ~200°C, a 140°C advantage per document point 2), allowing it to maintain structural integrity in high-temperature plastics before releasing H₂O. MDH's higher dissociation energy (1.37 kJ/g vs. ATH's 1.05 kJ/g, ~30% higher per document point 3) supports more effective and sustained dilution in prolonged heat exposure. This makes MDH superior for applications requiring delayed decomposition without premature gas release.
Heat Removal: MDH vs. ATH
For heat removal, the endothermic decomposition of both absorbs heat, but MDH excels with its higher dissociation energy (1.37 kJ/g vs. 1.05 kJ/g) and 17% greater thermal capacity (document point 3), enabling ~30% more heat absorption per gram. Combined with its 340°C decomposition temperature (140°C higher than ATH, document point 2), MDH is better suited for high-temperature polymers, preventing early breakdown and providing superior cooling efficiency overall.
Barrier and Oxygen Isolation Effect: MDH vs. ATH
The oxygen-isolation effect of inorganic flame retardants is closely associated with the formation of a protective char layer during combustion. Magnesium Hydroxide (MDH) generally exhibits superior performance compared to Aluminum Hydroxide (ATH) because Mg²⁺ ions can promote polymer carbonization and increase the formation of graphitic char structures. The resulting char layer is denser and more thermally stable, acting as an effective barrier that restricts oxygen diffusion, heat transfer, and the release of pyrolysis volatiles.
In contrast, ATH primarily relies on endothermic decomposition and water release for flame retardancy. Al³⁺ ions have a weaker catalytic effect on aromatization and carbonization reactions, resulting in lower char yield and a less compact protective layer. Consequently, MDH-filled compounds often demonstrate improved flame-retardant performance, enhanced resistance to flame propagation, and a greater likelihood of achieving stringent UL flammability ratings.
Furthermore, the enhanced carbonization promoted by MDH converts a larger portion of combustible degradation products into stable char, thereby reducing the generation of flammable volatiles and smoke during combustion.
Integrated Comparison Table Across Effects
The following table summarizes the MDH vs. ATH differences in each effect, drawing directly from document data for quantitative contrasts:
| Mechanism | MDH Key Advantages | ATH Characteristics | Quantitative Differences (from Document) |
|---|---|---|---|
| Dilution Effect | Higher decomposition temp for sustained H₂O release in hot environments; better dilution efficiency. | Earlier H₂O release, but less sustained in high temps. | Decomposition: 340°C (MDH) vs. ~200°C (ATH, +140°C); Dissociation energy: 1.37 kJ/g (MDH) vs. 1.05 kJ/g (ATH, +30%). |
| Heat Removal | Greater heat absorption and capacity; ideal for high-temp plastics. | Lower absorption; decomposes too early for some applications. | Dissociation energy: 1.37 kJ/g (MDH) vs. 1.05 kJ/g (ATH, +30%); Thermal capacity: +17% for MDH; Temp: +140°C for MDH. |
| Oxygen Isolation | Superior char formation (denser, coherent); reduces smoke via carbonization. | Weaker, porous char; less effective barrier and higher smoke. | Char yield enhanced by Mg²⁺ (MDH) vs. no promotion by Al³⁺ (ATH); Easier UL test passage for MDH. |
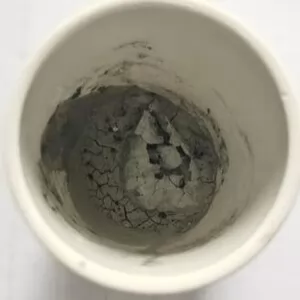
Document Table: Char Performance Comparison
The document includes a specific table comparing char performance (relevant primarily to Oxygen Isolation), which is reproduced below for direct reference. This underscores MDH's superior barrier effect due to its morphology and strength.
| Property | ATH Char Performance | MDH Char Performance |
|---|---|---|
| Morphology |
Amorphous Porous |
Denser, sintered Network |
| Mechanical Strength | Low (fragile) | Higher (coherent) |
| Barrier Effect | Moderate (gaps permit gas escape) | Superior (continuous, reduce pyrolysis volatiles) |
 |
 |
|
| Grade | ATH | MDH (KMT HP7N) |
Conclusion
Gas-phase flame retardant mechanisms—quenching, dilution, heat removal, oxygen isolation, and blowing-out—offer versatile strategies to enhance material fire safety. By interrupting the combustion cycle in the vapor phase, these mechanisms prevent or slow fire propagation, protecting lives and property.
Recommended KMT Flame Retardants by Mechanism
| Mechanism | Recommended Product |
|---|---|
| Heat Removal | HP7, HP7N, A1... |
| Heat Removal + Smoke Suppression | HP7, HP7N, A1, HM2V... |
| ATH Alternative | P1S,HM2V... |
| ATO Replacement | AM3V... |
Need help selecting the right flame retardant mechanism for your formulation?
KMT technical team can recommend the optimal flame retardant system based on your polymer, processing temperature, UL94 target, smoke density requirements, and cost objectives.
Contact us for formulation support and free sample evaluation.
About KMT Industrial
KMT Industrial is a trusted supplier of high-quality chemical raw materials for flame retardant production. Our products empower manufacturers to create advanced, fire-resistant materials for diverse applications, from electronics to construction. Committed to innovation and sustainability, we provide reliable solutions that meet global safety and environmental standards. Visit www.kmtindustrial.com to explore our offerings and partner with us to enhance fire safety worldwide.
Exhibition Items Overview

Hexagonal Magnesium Hydroxide
Synthetic magnesium hydroxide, halogen free flame retardant for PE, PP, POE, EPDM, EVA, XLPE, PVC, TPU, PA and ABS based compound. HP series products comply with RoHS requirements and have REACH certification.

Precipitated Magnesium Hydroxide
Precipitated superfine magnesium hydroxide coated by KMT patent formula, can easy dispersing in PP, PE, EVA, POE, EPDM, XLPE, PA, ABS compound.

Hydromagnesite
Nature own fire retardant. Hydromagnesite Chemical formula: [3MgCO3 · Mg(OH)2 · 3H2O] This unique natural minerals is also known as HMH. It is a proven fire retardant filler in a wide range of polymers and rubbers such as EVA, POE, polyethylene (PE), polyvinyl chloride (PVC), ethylene-propylene diene monomer (EPDM) and Nitrile Rubber (NBR).

Natural Brucite Powder
The production of natural Brucite is started in the year 2008. We offer high purity and high whiteness Brucite powder. B series Brucite is widely used in PVC cable, HFFR cable compound, flame retardant panel, aluminum composite panel, flue gas desulfurization, wastewater treatment, magnesium fertilizer, etc.
Aluminum Hydroxide
High purity Aluminum Hydroxide can be used as halogen free flame retardant for plastic and rubber industry due to its well distributed granularity, good stability, non toxic and non-polluting.
Your Name*
Your Email*

-
2026-Jun-10Flame Retardant Mechanism: A Comprehensive GuideExplore flame retardant mechanisms: quenching, dilution, heat removal, and more. Learn gas-phase strategies with KMT Industrial’s expert insights.
-
2026-Jun-08Magnesium Hydroxide: REACH, ROHS and UL Compliance ExplainedAs global emphasis on environmental protection, occupational health, and personal safety grows, the application of Halogen-Free Flame Retardant (HFFR) and Low Smoke Zero Halogen (LSZH) materials in wire and cable, electronics, automotive parts
-
2026-Jun-03Benefits of Using Magnesium Hydroxide in Halogen-Free Flame Retardant CompoundsThe global polymer compounding industry is facing a massive regulatory shift. Tightening environmental directives like RoHS, REACH, and strict building safety codes have made traditional halogenated flame retardants obsolete in high-spec applications.


-

 +86-931-7653361
+86-931-7653361 Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.
Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.



-
Quick Links
-
Products


