




.png)

How to Reduce Cable Compound Costs by Optimizing MDH Formulation
In the highly competitive wire and cable industry, manufacturers face relentless pressure to balance performance requirements with cost optimization. For producers of Halogen-Free Flame Retardant (HFFR) and Low Smoke Zero Halogen (LSZH) cables, Magnesium Dihydroxide (MDH) represents one of the most critical and volume-intensive components in their compound formulations.
At KMT Industrial, we work with cable manufacturers worldwide to optimize their flame retardant systems and reduce overall compound costs without compromising performance. Through years of technical collaboration and field experience, we've developed a comprehensive understanding of what truly drives cost efficiency in HFFR cable production. This guide shares our proven strategies for maximizing the value of your MDH investments.
Understanding the True Cost Dynamics of MDH in Cable Compounds
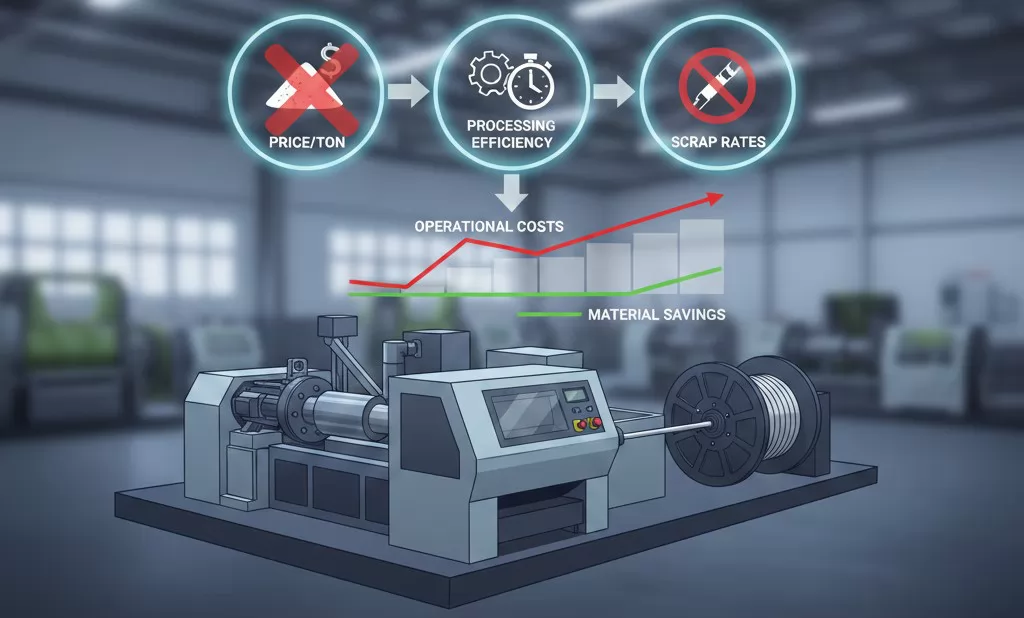
Before diving into optimization strategies, it's essential to understand the complete cost picture of MDH in cable manufacturing. Many procurement decisions focus narrowly on the price-per-ton of raw MDH powder, but this approach often leads to false economies. The true cost of MDH in your cable compound encompasses multiple factors that extend far beyond the initial material purchase price.
When evaluating MDH cost effectiveness, manufacturers must consider processing efficiency, which directly impacts production throughput and energy consumption. Extruder motor load, screw wear, and die maintenance all contribute to operational costs that fluctuate based on MDH quality and formulation optimization. Additionally, scrap rates and reject percentages stemming from surface finish issues, mechanical property failures, or electrical performance problems can significantly erode any savings achieved through cheaper raw materials.
Key Insight
Modern MDH products like our PM5S offer approximately half the price of traditional premium MDH while delivering comparable performance, enabling significant cost reduction in your compound formulations. This type of innovation in the MDH market provides manufacturers with genuine opportunities to reduce costs without sacrificing quality.
The Hidden Cost Trap: Why "Cheap" MDH Often Proves Most Expensive
Let's examine a common scenario that plays out in cable manufacturing facilities across the globe. A procurement team, under pressure to reduce material costs, switches to a lower-grade MDH supplier offering a price reduction of approximately 5-8% on the raw material. The decision appears sound from a pure material cost perspective, but the downstream consequences often surprise operations teams.
Scenario: The Production Efficiency Disaster
Warning: Common Costly Mistakes
A mid-sized cable manufacturer switches to an untreated, coarsely ground MDH grade to capture immediate material savings. Within weeks, production supervisors notice several troubling trends emerging on the extrusion line:
- Die Drool: Poor compatibility causes buildup at extruder die lips, forcing line shutdowns every 4-6 hours instead of 12+ hours
- Increased Torque: Motor load rises 15-20%, increasing energy consumption and mechanical stress
- Surface Defects: Cable jacket develops rough, shark-skin appearance failing QC inspection
- Higher Rejection Rates: QC rejection rate triples, delaying customer shipments
The ultimate financial impact tells the story clearly: the 5-8% material savings are completely erased by a 20-25% reduction in production efficiency and a tripling of defect rates. This scenario repeats itself countless times across the industry, reinforcing the importance of formulation optimization over simple material substitution.
Strategy One: Optimizing Particle Size Distribution for Superior Packing
1 Particle Size Distribution (PSD) Optimization
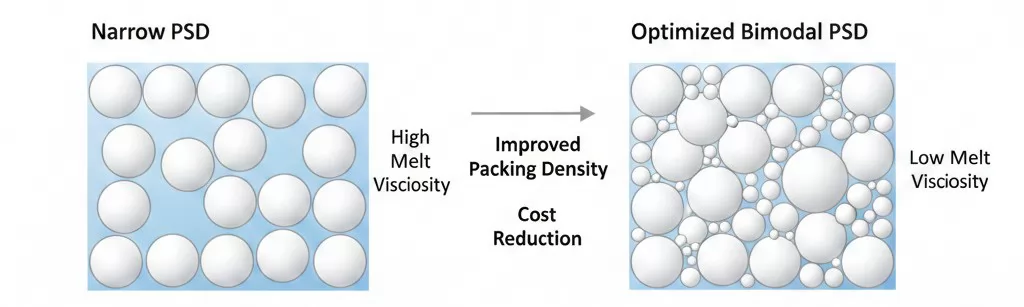
The particle size distribution (PSD) of MDH fundamentally determines how the filler packs within the polymer matrix and how it behaves during processing. Understanding and optimizing PSD is perhaps the most impactful step manufacturers can take toward cost reduction.
MDH loading in HFFR cable compounds typically ranges from 50% to 65% by weight, making this the dominant component by volume. If the particle size distribution is too narrow or too uniform, the resulting packing density is suboptimal, and the melt viscosity increases dramatically as filler loading rises. The addition of magnesium hydroxide to polymer matrices produces substantial increases in melt viscosity that directly impact processing behavior across all manufacturing stages.
The optimization approach involves utilizing MDH with a bimodal or broad particle size distribution. By combining carefully selected fractions of smaller particles that fit into the voids between larger particles, manufacturers can achieve significantly higher packing density. This improved packing reduces the interstitial polymer volume required to fill gaps between particles, lowering melt viscosity even at high filler loadings.
Performance Benefits
Fine-grade MDH (typically less than 2 μm) enhances surface area contact with polymers, promoting uniform distribution and reducing agglomeration. This uniformity ensures consistent compound properties throughout the production run and across different batches. The result is more meters of cable produced per hour, reduced energy consumption per meter, and improved overall equipment effectiveness (OEE).
From a cost perspective, improving line speed by just 10% can reduce the fixed cost allocation per meter by approximately 9%, creating immediate profitability improvements that far exceed any material cost variations.
Strategy Two: Advanced Surface Treatment Technologies
2 Surface Treatment Technologies
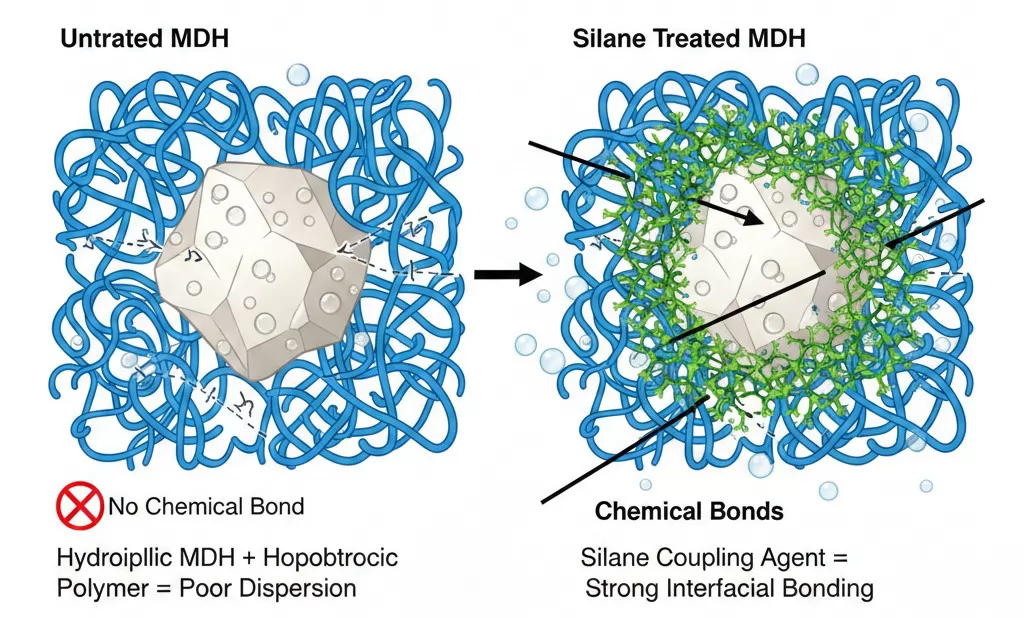
Untreated MDH presents a fundamental compatibility challenge: it is inherently hydrophilic (water-loving) due to its mineral nature, while the polymer matrices used in cable compounds, such as EVA, LLDPE, and PE, are hydrophobic (water-repelling). This thermodynamic incompatibility leads to poor dispersion, weak interfacial bonding, and compromised mechanical properties.
While simple stearic acid coating remains common in the industry, it often proves insufficient for demanding high-speed cable applications. Advanced surface treatment technologies offer substantial performance improvements that justify the incremental cost.
Silane Coupling Agents: Creating Chemical Bonds
Vinyl-silane and amino-silane treated MDH grades create genuine chemical bonds between the filler surface and the polymer matrix. These coupling agents possess reactive groups that can chemically attach to both the mineral surface and the polymer chains, creating a bridge that transfers stress effectively and maintains integrity under mechanical loading.
The benefits of silane treatment extend across multiple performance dimensions. Higher loading potential becomes achievable because the coupling agent enables greater filler incorporation without sacrificing tensile strength or elongation. Water resistance improves dramatically, which is critical for passing rigorous long-term aging tests and preventing costly product recalls in field applications. Electrical properties benefit from better dispersion, leading to improved insulation resistance and more consistent dielectric performance.
Surface Treatment Benefits
Surface treatment of magnesium hydroxide is often used to improve the compound's FR performance, with surface treatment helping to achieve better results across multiple test parameters. Furthermore, surface treatment provides a significant bonus to natural magnesium hydroxide performance and can dramatically improve its effectiveness in cable compound applications.
Selecting the Right Treatment for Your Application
The choice of surface treatment should align with your specific polymer system and performance requirements. Flame retardant strategy recommendations emphasize choosing ATH or MDH with fine particle size and good surface treatment to improve dispersibility. Vinyl-silane treatments excel in polyethylene-based compounds where the vinyl group can participate in cross-linking reactions. Amino-silane treatments provide superior bonding with polar polymers like EVA and offer excellent compatibility with maleic anhydride grafted polymers. Stearic acid treatments remain suitable for general-purpose applications where maximum cost efficiency is prioritized over extreme performance requirements.
Strategy Three: Synergistic Blending Approaches
3 Synergistic Blending
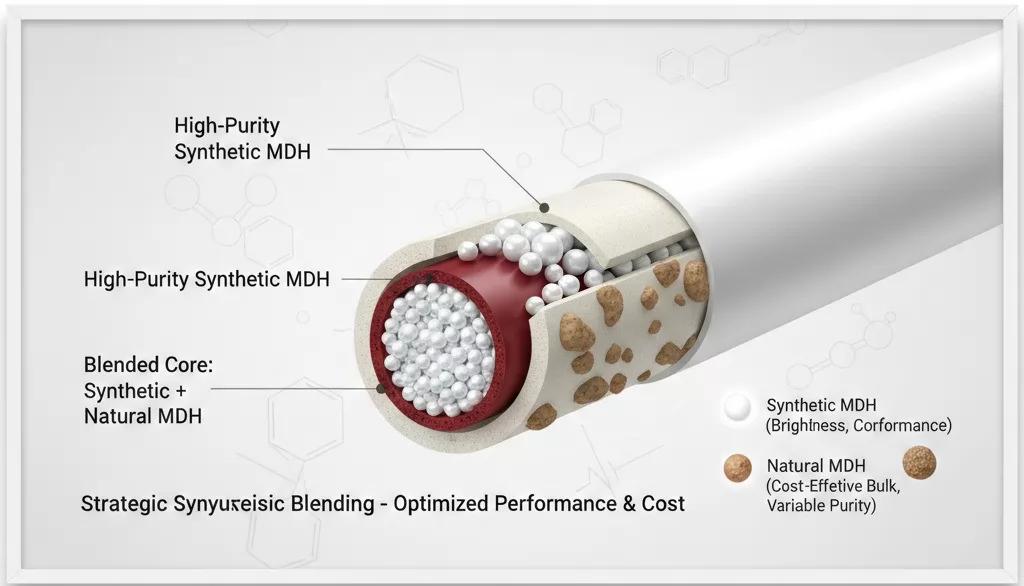
Relying exclusively on synthetic MDH for the entire filler system represents the most expensive path to flame retardancy. Conversely, relying entirely on natural ground MDH (brucite) often fails to meet the mechanical and aesthetic requirements of quality cable production. The optimal approach lies in strategic synergistic blending.
High-purity synthetic MDH offers superior brightness, consistent particle morphology, and predictable performance characteristics. However, it commands a significant price premium. Natural ground MDH (brucite) provides a cost-effective bulk filler but may exhibit inconsistent purity, variable particle shapes, and higher impurity levels that can affect electrical properties and long-term stability.
The optimization strategy involves creating a hybrid formulation that leverages the strengths of each material type. Use high-purity synthetic MDH selectively in the surface-facing layers where finish quality matters most, or as the sole filler in compounds requiring the tightest mechanical specifications. Blend with high-quality natural ground MDH for bulk volume in inner layers or less demanding applications.
Cost Reduction Potential
This approach can reduce overall filler costs by 20-30% while maintaining the critical surface finish and mechanical properties that customers expect. The key lies in carefully matching the blend ratio to your specific performance requirements and quality specifications.
Incorporating Processing Aids
Modern cable compounds increasingly incorporate specialized additives that enhance processing efficiency. Silicone gum and nanoclay additives can act as processing aids, allowing smoother flow even at high filler loadings. These additives modify the rheological behavior of the compound, reducing die pressure and improving surface finish without compromising flame retardant properties.
These processing aids represent a modest additional cost (typically $50-150 per metric ton of compound) but can deliver 5-15% improvements in throughput and meaningful surface quality enhancements. When calculated against total production costs, the return on investment is typically very favorable.
The Role of MDH in Flame Retardant Performance
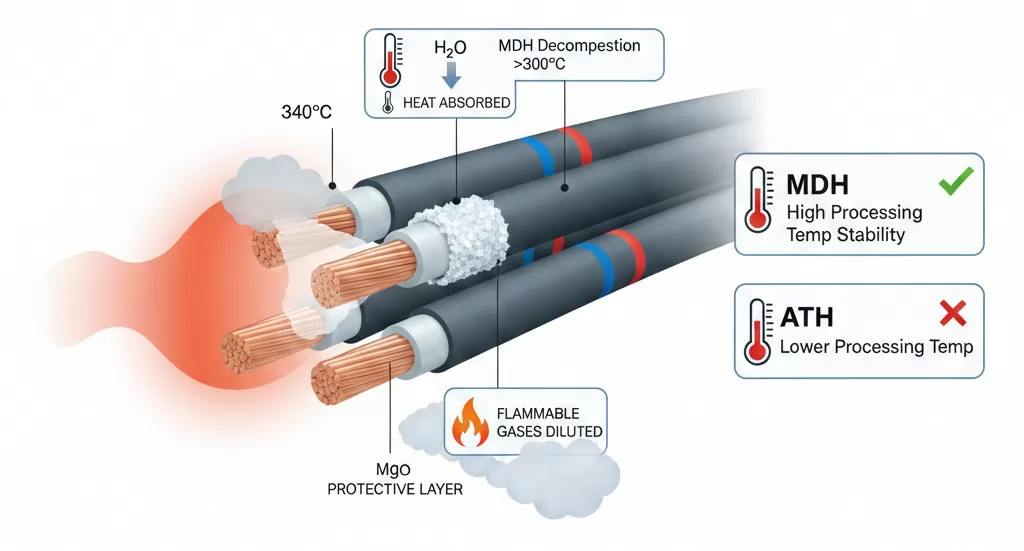
Understanding the fundamental flame retardant mechanism of MDH helps manufacturers make informed formulation decisions. MDH decomposes endothermically at temperatures above 300°C, releasing water vapor and absorbing heat from the surrounding environment. This decomposition process dilutes flammable gases, creates a protective magnesium oxide residue layer, and reduces the available heat for continued combustion.
Metal hydrates including aluminum hydroxide (ATH) and magnesium hydroxide (MDH) are the most widely used halogen-free FR systems for cable applications, replacing traditional halogenated compounds due to their environmental and safety benefits. This performance level makes MDH an essential component in modern HFFR cable compounds meeting stringent international fire safety standards.
MDH offers advantages over ATH in applications requiring higher processing temperatures. MDH remains stable at higher temperatures, making it suitable for cables that must withstand greater thermal stress during processing or in end-use applications. The higher decomposition temperature of MDH (approximately 340°C versus 220°C for ATH) provides wider processing windows and better compatibility with high-temperature polymer systems.
Optimization Case Study: Real-World Cost Reduction
Case Study: European Cable Manufacturer
Let's examine a practical example demonstrating the impact of MDH formulation optimization. A European cable manufacturer producing LSZH data communication cables was experiencing margin pressure due to rising raw material costs. Their existing compound used 58% loading of a standard untreated MDH grade.
Working with KMT Industrial's technical team, they implemented a comprehensive formulation optimization program. The changes included switching to a bimodal silane-treated MDH grade, adjusting the loading level to 62% through improved packing, and incorporating a silicone processing aid.
While the MDH material cost increased by approximately 8% per ton, the total production cost per meter decreased by 14% when accounting for all improvements. This case illustrates that true cost reduction comes from holistic optimization rather than single-variable cost cutting. Successful implementation of MDH flame retardant compounds requires collaboration between material suppliers, compounders, and end-product manufacturers to achieve optimal results.
Implementation Roadmap: Steps to Optimization
Step 1: Baseline Characterization
Comprehensive baseline characterization of your current compound performance. Document current line speeds, energy consumption, defect rates, mechanical properties, and flame test results. This baseline enables accurate measurement of improvements and provides targets for optimization.
Step 2: Supplier Evaluation
Collaboration with MDH suppliers to evaluate alternative grades. Request technical data sheets, sample materials, and small-batch trials. Focus on suppliers like KMT Industrial who offer technical support and are willing to work collaboratively on formulation optimization rather than simply selling commodity products.
Step 3: Controlled Trials
Conduct controlled trials using a systematic experimental approach. Vary one parameter at a time where possible, or use statistical design of experiments if resources permit. Evaluate not just the primary performance metrics but also secondary effects such as die pressure stability, motor load, and compound shelf life.
Step 4: Production Scaling
Scale successful trials to production quantities. Before committing to full production, conduct extended production runs that verify performance under continuous operating conditions and across multiple batch lots.
Step 5: Continuous Monitoring
Focus on continuous monitoring and further refinement. Even after optimization, ongoing attention to raw material consistency, process stability, and emerging technologies ensures sustained competitive advantage.
Conclusion: Engineering Your Way to Profitability
Reducing cable compound costs through MDH optimization is fundamentally an engineering challenge, not merely a purchasing decision. By shifting focus from price-per-ton to total cost of ownership, manufacturers can unlock substantial profitability improvements.
The strategies outlined in this guide, including particle size distribution optimization, advanced surface treatment, and synergistic blending, provide proven pathways to cost reduction. When implemented systematically, these approaches deliver measurable improvements in production throughput, energy efficiency, and product quality.
Ready to Optimize Your Cable Compounds?
KMT Industrial remains committed to helping cable manufacturers achieve their cost optimization goals through technical collaboration, high-quality MDH products, and ongoing support. Our team of technical specialists can work with your formulation engineers to develop customized solutions that address your specific challenges and requirements.
Contact KMT Industrial TodayAbout KMT Industrial
KMT Industrial is a leading supplier of high-performance magnesium hydroxide and specialty chemical solutions for the wire and cable industry. With extensive technical expertise in flame retardant formulations and a commitment to customer success, we help manufacturers worldwide optimize their products and processes. Our product portfolio includes PM5S Magnesium Hydroxide and comprehensive technical support services designed to meet the evolving demands of the HFFR cable industry.
Your Name*
Your Email*

-
2026-Jul-20Magnesium Hydroxide for EPDM Rubber: Benefits, Dosage, and TipsThis comprehensive guide explains how Magnesium Hydroxide acts as an eco-friendly, high-thermal-stability flame retardant for EPDM rubber in automotive and cable applications, detailing optimal dosage, processing tips, and the premium surface-modified solutions offered by KMT.
-
2026-Jul-17What ls the Difference Between Natural and Synthetic MDH?This comprehensive guide breaks down the essential mineralogical, chemical, and mechanical differences between these two materials. Discover how partnering with an industry-leading, ISO-certified source manufacturer can resolve your processing bottlenecks, stabilize your compound quality, and secure a highly competitive, REACH-compliant global supply chain.
-
2026-Jul-15TOP 10 Aluminium Hydroxide Manufacturers in India (2026 Guide)Here is an analytical evaluation of the top 10 Indian manufacturers supplying Aluminium Hydroxide in 2026, structured to assist B2B buyers in comparing capacity, quality, and technical specialties.


-

 +86-931-7653361
+86-931-7653361 Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.
Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.



-
Quick Links
-
Products


