




.png)

What Is the Optimal MDH Loading to Reach UL94 V-0?
For engineers and product designers working with thermoplastic materials, the quest to achieve UL94 V-0 certification while maintaining acceptable mechanical properties represents one of the most significant challenges in materials development.
Magnesium dihydroxide (MDH), also known as magnesium hydroxide, has emerged as the leading halogen-free flame retardant for high-temperature applications, offering an effective path to V-0 compliance without the environmental and health concerns associated with brominated alternatives.
- Polymer type and combustion characteristics
- Processing conditions and temperatures
- Particle size and surface treatment
- Specific performance requirements of the end application
1. Understanding Magnesium Dihydroxide as a Flame Retardant
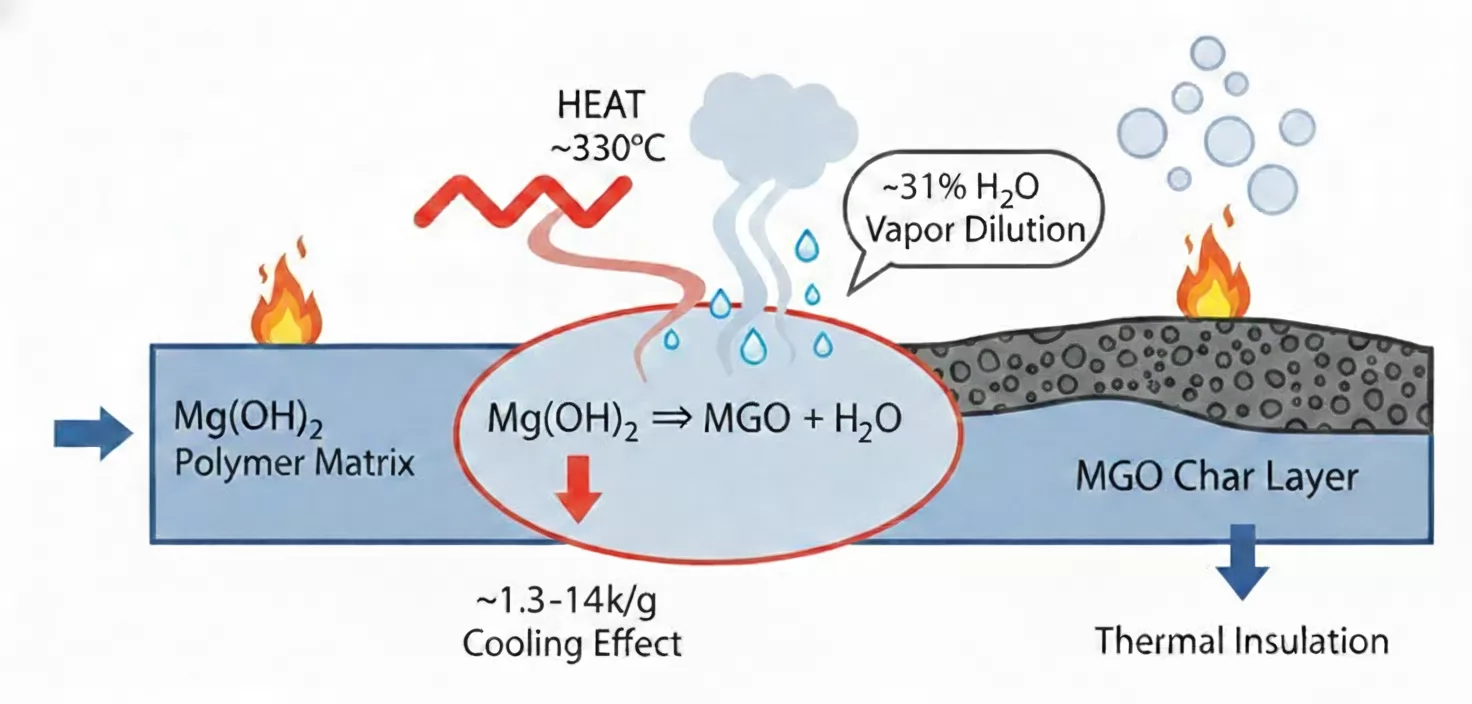
Magnesium dihydroxide operates through a dual-mechanism approach that makes it highly effective for flame retardancy in polymer applications:
Endothermic Decomposition
Mg(OH)₂ → MgO + H₂O at ~330°C
Absorbs 1.3–1.4 kJ/g, effectively cooling the material surface.
Water Vapor Release
Releases approximately 31% of mass as water vapor.
Dilutes flammable gases in combustion zone
Char Layer Formation
Forms protective MgO residue
Insulates underlying polymer from thermal degradation
MDH vs ATH: Key Advantages
The thermal stability of MDH represents its primary advantage over aluminum trihydroxide (ATH):
| Property | MDH | ATH |
|---|---|---|
| Decomposition Temperature | ~330°C | 200-220°C |
| Decomposition Energy | 1.316 kJ/g | 1.051 kJ/g |
| Heat Capacity | 17% higher | Baseline |
| Char Layer | MgO - more robust | Al₂O₃ |
2. UL94 V-0 Testing Requirements and Performance Criteria
The UL94 vertical burn test, administered by Underwriters Laboratories, represents the industry standard for evaluating the flammability of plastic materials used in device enclosures and parts.
UL94 Classification Levels
| Rating | Extinguishing Time | Flaming Drips | Glowing Combustion |
|---|---|---|---|
| V-0 | ≤10 seconds | Not permitted | ≤30 seconds |
| V-1 | ≤30 seconds | Not permitted | ≤60 seconds |
| V-2 | ≤30 seconds | Permitted | ≤60 seconds |
- Self-extinguish within 10 seconds after each of two 10-second flame applications
- No flaming drips permitted that could ignite the underlying cotton indicator
- No glowing combustion persisting for more than 30 seconds after second flame removal
- Minimum 5 specimens must meet all criteria
3. Optimal MDH Loading Percentages by Polymer Type
The MDH loading required to achieve UL94 V-0 certification varies significantly depending on the base polymer matrix, with typical loadings ranging from 45% to 65% by weight.
Polymer-Specific Loading Requirements
| Polymer Type | MDH Loading (MDH Alone) | Reduced with Synergists | Key Considerations |
|---|---|---|---|
| Polypropylene (PP) | 60-65 wt% | 20-30 wt% (with IFR) | High loading impacts impact strength; synergists essential |
| Polyethylene (PE) | 55-60 wt% | 30-40 wt% | Lower processing temps allow standard MDH grades |
| Polyamide (PA/Nylon) | 50-60 wt% | 35-45 wt% | Surface treatment critical for compatibility |
| EVA | 50-55 wt% | 30-40 wt% | Excellent MDH compatibility; good processability |
Key Insights by Polymer
Polypropylene
Most challenging due to low LOI (17-18%) and low char-forming tendency.
MDH alone: 60-65%
With IFR systems: 20-25%
Polyethylene
Requires 55-60% MDH alone.
Lower processing temperatures allow standard MDH grades.
Polyamide (Nylon)
Requires 50-60% MDH.
High processing temps (>250°C) necessitate MDH.
Surface-treated grades critical.
EVA
Most compatible with MDH due to polar nature.
Excellent processability and balanced properties.
4. Critical Factors Affecting MDH Effectiveness
While loading percentage represents the primary determinant of flame retardancy, the effectiveness of MDH in achieving UL94 V-0 depends heavily on several secondary factors.
4.1 Particle Size and Distribution
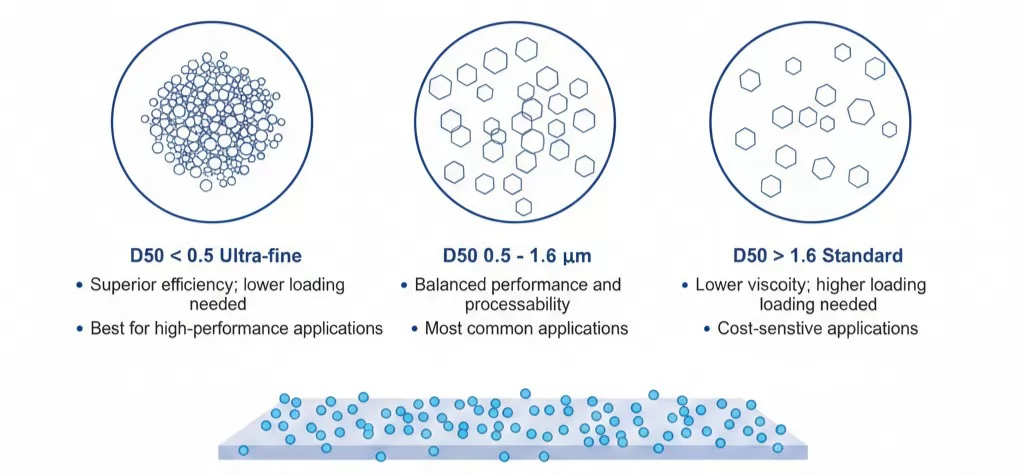
The particle size distribution of MDH fundamentally affects flame retardant efficiency, dispersion quality, and mechanical properties. Finer particle sizes provide better flame retardancy performance due to increased surface area for heat absorption.
Ultra-fine
Superior efficiency; lower loading needed
Best for high-performance applications
Fine
Balanced performance and processability
Most common applications
Standard
Lower viscosity; higher loading needed
Cost-sensitive applications
- P1 (Ultra-Fine Grade): Our premium ultra-fine MDH with a controlled particle size of 0.8–1.2 μm, designed for high-end flame retardant systems.
- PM5S (Super Fine Grade): A high-performance MDH exemplifying modern super fine technology. With a D50 of 1.4–1.7 μm and specialized silane surface coating, it ensures excellent dispersion and prevents agglomeration during storage and processing.
4.2 Surface Treatment and Compatibility
Surface treatment of MDH particles is one of the most critical factors for successful formulation of high-loading flame retardant systems. Untreated MDH exhibits poor compatibility with most polymer matrices.
Silane (Amino)
Best for: Polyamide, Epoxy
Provides strong chemical bonding
Silane (Vinyl)
Best for: Polyolefins (PP, PE)
Provides good compatibility
Silane (Epoxy)
Best for: Epoxy, Thermosets
Provides crosslinking capability
Titanate
Best for: Various polymers
Provides up to 56.8% strength enhancement
4.3 Synergistic Additives
The incorporation of synergistic additives offers a powerful strategy for reducing the total MDH loading required to achieve UL94 V-0 certification.
| Synergist | Loading Level | Mechanism | MDH Loading Reduction |
|---|---|---|---|
| Zinc Borate (ZB) | 3-8 wt% | Enhanced char formation, smoke suppression | 5-10 percentage points |
| Nanoclay (MMT) | 1-5 wt% | Physical barrier, reinforced char | 3-8 percentage points |
| APP (Intumescent) | 10-20 wt% | Char expansion, gas phase action | 30-40 percentage points (with PE/PP) |
5. Processing Considerations and Mechanical Property Trade-offs
The high loading levels required for MDH-based flame retardant systems inevitably impact processing characteristics and mechanical properties.
5.1 Processing Challenges
Increased Viscosity
Impact: Difficult injection molding, extrusion
Solution: Twin-screw extruder with optimized screw design
Shear Heating
Impact: Risk of polymer degradation
Solution: Careful temperature control
Filler Distribution
Impact: Non-uniform flame retardancy
Solution: Ultra-fine, surface-treated MDH grades
5.2 Mechanical Property Trade-offs
Tensile Strength
Improves at moderate loading; degrades at high loading (>60%)
Mitigation: Surface treatment, optimal loading level
Flexural Modulus
Generally improves (reinforcing effect)
Mitigation: Fine particle size for better dispersion
Impact Strength
Decreases progressively
Mitigation: Surface treatment, impact modifiers, titanate coupling
Elongation at Break
Decreases with loading
Mitigation: Balanced formulation, compatibilizers
5.3 Cost Considerations
MDH Cost Advantage
Generally less expensive than synthetic halogenated flame retardants
Loading Impact
High loadings (50-65%) can increase overall formulation volume and cost
Regulatory Trend
Increasing restrictions on halogenated flame retardants favor MDH solutions
Total Cost of Ownership
Environmental compliance and reduced regulatory risk offset higher loading costs
6. Comparison with Alternative Flame Retardant Systems
MDH offers several significant advantages over alternative flame retardant technologies. The higher decomposition temperature of MDH (330°C versus 200-220°C for ATH) enables processing of engineering polymers that require elevated temperatures during compounding and molding.
MDH Advantages
- Higher decomposition temperature (330°C) enables processing of engineering polymers
- Superior flame quenching due to higher decomposition energy and heat capacity
- More robust char formation (MgO) compared to ATH (Al₂O₃)
- Environmental advantages - fully halogen-free and non-toxic
- Smoke suppression properties valuable for enclosed applications
Halogenated Concerns
- Environmental and health concerns
- Increasing regulatory restrictions
- Restrictions on decaBDE and other brominated compounds
- Driving adoption of halogen-free alternatives like MDH
7. Practical Recommendations for Formulating MDH-Based V-0 Systems
Step-by-Step Formulation Guide
Select MDH Grade
Choose based on polymer and processing temperature
Use MDH for polymers >220°C; select D50 < 2 μm for best efficiency
Verify Surface Treatment
Ensure compatibility with polymer matrix
Silane for polyamides; vinyl for polyolefins; titanate for impact strength
Add Synergists
Incorporate zinc borate or nanoclay
3-8% zinc borate for char enhancement; 1-5% nanoclay for barrier effect
Optimize Compounding
Use twin-screw extruder with proper screw design
Control temperature to avoid polymer degradation
Test and Validate
Conduct UL94 testing and mechanical testing
Test actual parts or molded test bars per UL94 requirements
Quick Reference: Key Decision Points
For PP/PE processed below 220°C
Consider ATH for cost savings; use MDH for higher thermal stability requirements
For engineering polymers (>220°C)
MDH is essential - ATH will decompose prematurely
For critical impact strength
Use titanate-treated MDH; consider impact modification additives
For cost optimization
Add 3-8% zinc borate synergist to reduce MDH requirements
For maximum efficiency
Use intumescent systems (APP-based) for PP/PE to achieve V-0 at 20-30% total loading
8. Conclusion
- Loading levels: 50-65% for MDH alone; can be reduced to 20-40% with synergists
- Particle characteristics: Super fine grades (D50 < 2.0 μm) for best efficiency
- Surface treatments: Silane or titanate coupling for compatibility
- Synergistic combinations: Zinc borate, nanoclay, or intumescent systems
MDH's higher decomposition temperature (330°C) compared to ATH makes it the essential choice for engineering polymers processed above 220°C, while its environmental advantages position it favorably as regulatory restrictions on halogenated alternatives continue to expand.
The key to successful formulation lies in balancing the trade-offs between flame retardancy, mechanical properties, processing characteristics, and cost. By understanding the fundamental mechanisms of MDH flame retardancy, the specific requirements of UL94 V-0 testing, and the practical considerations for each polymer system, engineers can develop MDH-based formulations that reliably achieve V-0 certification while meeting all other application requirements.
As the demand for halogen-free flame retardant solutions continues to grow across electronics, construction, and transportation applications, MDH technology will remain at the forefront of safe and effective flame retardancy solutions.
Contact KMT Industrial's technical team to discuss your specific application requirements and explore how our premium magnesium hydroxide products can help you achieve V-0 certification in your flame retardant formulations.
Your Name*
Your Email*

-
2026-Mar-18Magnesium Hydroxide vs Aluminum Hydroxide: Which Is Better for Flame Retardant Applications?Compare magnesium hydroxide (MDH) vs aluminum hydroxide (ATH) for halogen-free flame retardants. Decomposition temp, loading, cables & polymers. Expert support from KMT Industrial.
-
2026-Feb-27How to Reduce Cable Compound Costs by Optimizing MDH FormulationDiscover proven strategies to reduce HFFR cable compound costs through MDH formulation optimization. Learn how to improve extrusion throughput, enhance mechanical properties, and maximize your ROI with practical implementation guidance.
-
2026-Jan-30What Is the Optimal MDH Loading to Reach UL94 V-0?Master MDH loading strategies for UL94 V-0 certification. Get polymer-specific loading percentages, formulation tips, and synergistic additive recommendations from KMT Industrial's technical experts.


-

 +86-931-7653361
+86-931-7653361 Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.
Room 1212, 1213, Jinhe Building, No. 1264 Beibinhe West Road, Anning District, Lanzhou City, Gansu Province, China.



-
Quick Links
-
Products


